
Glasfaserverstärkte Thermoplaste sind im Spritzguss oft die richtige Wahl, wenn Bauteile steifer, formstabiler und belastbarer werden sollen. Genau diese Vorteile bringen aber neue Anforderungen in Konstruktion, Werkzeugauslegung und Prozessführung mit sich.
Wer glasfaserverstärkte Materialien wie PA GF, PBT GF oder PP GF wie einen unverstärkten Standardkunststoff behandelt, bezahlt später meist doppelt: mit Verzug, schwankender Oberfläche, unnötigem Werkzeugverschleiß oder langen Abstimmungsrunden bis zur stabilen Serie.
Werkstoffverhalten im glasfaserverstärkten Spritzguss
Der wichtigste Unterschied liegt nicht nur in der höheren Festigkeit. Glasfasern machen das Bauteil auch anisotrop. Das bedeutet: Die Eigenschaften sind nicht in jede Richtung gleich, sondern hängen stark davon ab, wie die Fasern im Fluss orientiert wurden. In Fließrichtung entstehen oft höhere Steifigkeit und Festigkeit, quer dazu fallen die Werte spürbar ab.
Dazu kommen veränderte Schwindung, andere Verzugsbilder und eine meist geringere Fehlertoleranz bei scharfen Geometrien. Kerben, harte Wanddickensprünge und ungünstige Anschnittlagen wirken sich bei glasfaserverstärkten Werkstoffen schneller negativ aus als bei unverstärkten Typen.
Auch optisch verhalten sich diese Materialien anders.
Sichtbare Faserstrukturen, matte Schlieren, Gate-Höfe oder fließrichtungsabhängige Oberflächenbilder sind keine Ausnahmen, sondern typische Begleiterscheinungen, wenn Material, Geometrie und Prozess nicht sauber aufeinander abgestimmt sind.
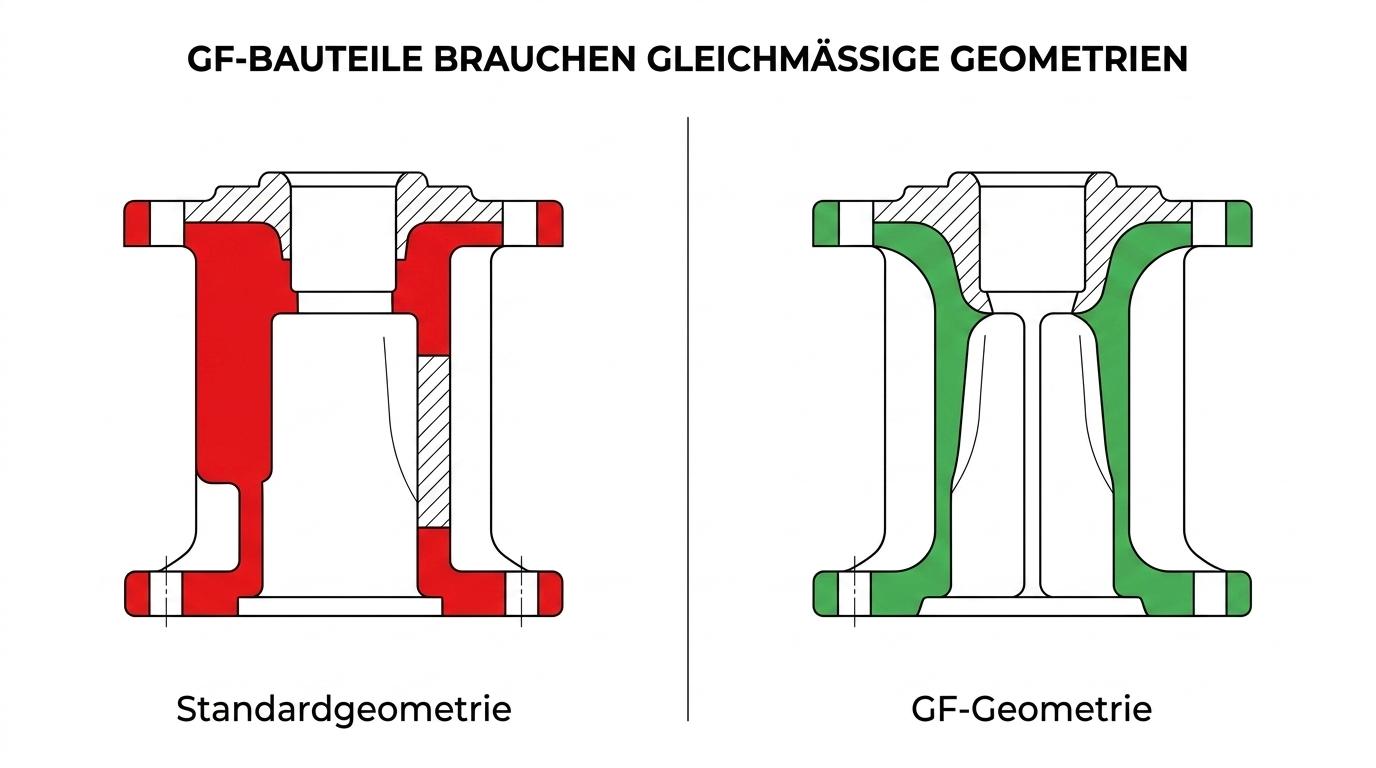
Designregeln für Wandstärke, Radien und Rippen
Die klassische Grundregel aus dem Spritzguss gilt hier noch strenger: möglichst konstante Wandstärken. Für viele technische Bauteile ist ein Bereich von etwa 1,5 bis 4 mm gut beherrschbar. Wichtiger als der absolute Wert ist aber die Gleichmäßigkeit. Dicke Zonen erhöhen Kühlzeit, Nachdruckbedarf und Verzugsrisiko. Zu dünne Bereiche erschweren die Füllung, gerade bei langen Fließwegen und höheren Fasergehalten.
Massive Querschnitte sind selten die beste Lösung. Wer Steifigkeit braucht, erreicht sie oft wirtschaftlicher und prozesssicherer über Rippen, Stege und eine saubere Querschnittsführung. Das spart Material, senkt Zykluszeit und reduziert Einfallstellen.
Scharfe Übergänge sind bei glasfaserverstärkten Bauteilen besonders kritisch. An engen Ecken und abrupten Querschnittswechseln werden Fasern stark umgelenkt, teilweise beschädigt und lokal ungünstig orientiert. Das erhöht Spannungen und fördert Verzug oder Rissbildung unter Last.
In der Praxis haben sich einige Richtwerte bewährt:
- Wandstärke: technisch oft 1,5 bis 4 mm, möglichst gleichmäßig
- Rippenstärke: etwa 1/3 der Grundwand
- Innenradius: ideal ab 0,5 x Wandstärke, bei hoch belasteten Bereichen gern größer
- Wanddickenwechsel: weich über Radien und graduelle Übergänge ausführen
- Massive Bereiche: lieber aushöhlen oder kernen als voll auslegen
Gerade bei Rippen lohnt sich ein nüchterner Blick auf die Funktion. Nicht jede zusätzliche Rippe verbessert das Bauteil. Falsch positionierte Rippen erzeugen lokale Spannungsnester, sichtbare Abzeichnungen und schwierige Entformung. Besser sind wenige, sinnvoll platzierte Verstärkungen mit sauber verrundetem Rippenfuß.
Die folgende Übersicht hilft bei der Einordnung typischer Auslegungsfragen:
| Konstruktionsaspekt | Bewährte Auslegung | Typisches Risiko bei schlechter Auslegung |
|---|---|---|
| Wandstärke | konstant, technisch oft 1,5 bis 4 mm | Verzug, Füllprobleme, lange Kühlzeit |
| Rippen | ca. 1/3 der Grundwand, verrundeter Fuß | Einfallstellen, Kerbwirkung, Abzeichnung |
| Radien | Innenradius ab ca. 0,5 x Wandstärke | Spannungsüberhöhung, Faserbruch |
| Dicke Bereiche | auskernen statt massiv | Lunker, Sinkmarks, Zyklusverlängerung |
| Entformung | 0,5 bis 1° je Seite, bei GF und Textur oft mehr | Kratzer, hohe Auswerferkräfte, Faserausriss |
Anschnittlage, Faserorientierung und Verzug
Bei unverstärkten Kunststoffen wird die Anschnittlage oft primär über Füllung, Optik und Zyklus bewertet. Bei glasfaserverstärkten Werkstoffen kommt ein weiterer Punkt hinzu: Der Anschnitt steuert den Faserverlauf und damit die mechanische Richtungsausprägung des Bauteils.
Das ist für tragende Strukturen entscheidend. Wenn der Hauptlastpfad quer zur bevorzugten Faserorientierung liegt, wird ein nominell starker Werkstoff im Bauteil schwächer als erwartet. Umgekehrt kann eine gute Anschnittlage helfen, Steifigkeit genau dort aufzubauen, wo sie gebraucht wird.
Bindenähte sollten aus hoch beanspruchten Zonen herausgehalten werden. Symmetrische Füllbilder sind oft günstiger, wenn Verzug kritisch ist. Und bei Sichtteilen sollte früh festgelegt werden, welche Fläche funktional wichtig ist und welche kosmetisch Priorität hat.
Typische Warnsignale in der Auslegung sind:
- lange, schlanke Lastpfade
- asymmetrische Wandaufbauten
- mehrere zusammenlaufende Fließfronten
- Sichtflächen direkt im Bereich von Gate und Umlenkung
- hoch belastete Schnapphaken oder Dome an Bindenähten
Wer hier früh mit DFM und idealerweise mit Füllsimulation arbeitet, spart später meist mehrere Korrekturschleifen am Werkzeug.
Werkzeugverschleiß durch Glasfasern gezielt begrenzen
Glasfasern verbessern Bauteileigenschaften, greifen aber Werkzeug und Plastifiziereinheit deutlich stärker an als unverstärkte Materialien. Der dominierende Mechanismus ist abrasiver Verschleiß. Vereinfacht gesagt reibt im Schmelzestrom ständig eine harte Feststoffphase an Stahloberflächen entlang.
Besonders belastet sind Anschnittbereiche, Heißkanalspitzen, Umlenkungen, schmale Querschnitte, Düsenbereiche sowie Schnecke und Rückstromsperre. Dort entstehen hohe Schergeschwindigkeiten, Druckspitzen und lokal erosive Angriffe. Bei ungünstiger Geometrie verschärft sich das Problem schnell.
Das hat direkte Folgen für die Wirtschaftlichkeit. Ein zu weich ausgelegter Formeinsatz mag im Einkauf günstiger sein, verliert aber früh Kontur, erzeugt Grat, verändert das Oberflächenbild und führt zu ungeplanten Wartungen. Bei Serienwerkzeugen für GF-Materialien lohnt es sich fast immer, Stahlqualität, Härtekonzept und verschleißkritische Einsätze von Beginn an sauber festzulegen.
Wirksam sind vor allem diese Maßnahmen:
- gehärtete, verschleißfeste Werkzeugstähle
- austauschbare Einsätze in Gate- und Umlenkzonen
- strömungsgünstige Querschnitte statt unnötiger Drosselstellen
- stabile Temperaturführung
- nicht höherer Einspritzdruck und keine höhere Geschwindigkeit als nötig
Beschichtungen können sinnvoll sein, sind aber kein Allheilmittel. Entscheidend ist das Zusammenspiel aus Grundstahl, Zähigkeit, Schichtadhäsion, Polierbarkeit und realer Belastung im Werkzeug. Bei hoch beanspruchten Geometrien ist ein gut ausgelegter Einsatz oft wertvoller als eine rein nominelle Hochleistungsschicht.
Ein weiterer Punkt wird in Projekten gern unterschätzt: Faserbruch. Sehr hohe Scherung verkürzt die wirksame Faserlänge, verschiebt Bauteileigenschaften und kann gleichzeitig den Verschleiß in kritischen Zonen erhöhen. Prozessfenster und Werkzeugauslegung sollten deshalb immer zusammen bewertet werden.
Oberflächenqualität bei glasfaserverstärkten Spritzgussteilen
Die Oberfläche ist bei GF-Materialien selten nur eine Frage des Poliergrads. Sie entsteht aus dem Zusammenspiel von Materialtyp, Fasergehalt, Faserlänge, Wandstärke, Anschnittlage, Werkzeugtemperatur und Füllprofil. Schon kleine Änderungen im Prozess können das Erscheinungsbild sichtbar verändern.
Typische Fehlerbilder sind matte Zonen, Fließlinien, Faserabzeichnung, ringförmige Strukturen um den Anschnitt oder lokale Rauheitsunterschiede.
Ein anschauliches Gegenstück aus dem Faserverbundbereich liefert Kenns Biler mit einer Praxisübersicht zu Gelcoat-Schäden und deren fachgerechter Reparatur an glasfaserverstärkten Laminaten, die zeigt, wie empfindlich Deckschichten auf Prozess- und Geometrieeinflüsse reagieren.
Diese Effekte treten besonders dort auf, wo sich Faserorientierung und Erstarrungsverhalten stark ändern.
Eine schnelle, kontrollierte Füllung verbessert bei vielen glasfaserverstärkten Polyamiden das Oberflächenbild, weil sich die Randzone gleichmäßiger ausbildet. Gleichzeitig darf die Geschwindigkeit nicht blind erhöht werden. Bei ungünstigen Querschnitten drohen Freistrahlbildung, Scherprobleme oder stärkere Gate-Abzeichnungen.
Für die Oberflächenqualität sind meist fünf Stellhebel entscheidend:
- Werkzeugtemperatur: ausreichend hoch und über die Kavität möglichst gleichmäßig
- Einspritzprofil: kontrolliert zügig füllen, ohne kritische Scherung zu erzeugen
- Nachdruck: hoch genug und lang genug für stabile Packung
- Anschnittlage: Faserbild und Sichtfläche gemeinsam betrachten
- Entformung: genügend Schräge vorsehen, um Kratzer und Faserausriss zu vermeiden
Bei sichtkritischen Bauteilen lohnt sich auch die Materialfrage. Langglasfaserverstärkte Typen oder speziell auf bessere Oberflächen ausgelegte Compounds können Vorteile bringen, weil weniger Faserenden direkt an der Oberfläche wirksam werden. Das ersetzt keine gute Werkzeug- und Prozessauslegung, verbessert aber die Ausgangsbasis.
Textur kann helfen, optische Schwankungen zu kaschieren. Sie erhöht allerdings die Entformkräfte und verlangt meist mehr Entformschräge. Wer diese Wechselwirkung ignoriert, handelt sich schnell Kratzer, Aufzug an der Textur oder ungleichmäßige Auswerferbilder ein.
Entformung und Sichtflächen früh zusammen planen
Gerade bei glasfaserverstärkten Teilen reicht es nicht, Sichtfläche und Funktion getrennt in letzter Minute zu bewerten. Die Entformung beeinflusst direkt die Optik.
Eine zu kleine Schräge kann bei GF-Materialien trotz scheinbar robuster Geometrie zu Reibspuren, Weißbruch an Kanten oder herausstehenden Faserstrukturen führen. Als grobe Orientierung sind 0,5 bis 1° je Seite oft ein Startpunkt. Bei Struktur, höherem Glasfaseranteil oder tieferen Kavitäten ist mehr meist die bessere Wahl.
Ebenso wichtig ist die Platzierung der Auswerfer. Was auf der Zeichnung unkritisch aussieht, kann auf einer sichtbaren Fläche später als Druckbild oder Glanzunterschied störend wirken.
Wichtige Freigabepunkte vor Werkzeugbau und Serie
Viele Probleme mit glasfaserverstärktem Spritzguss entstehen nicht im Serienanlauf, sondern viel früher, in der Angebots- und Konstruktionsphase. Wenn Lastpfade, Sichtflächen, Materialwahl, Werkzeugstahl und Qualitätsziel erst nacheinander geklärt werden, steigt das Änderungsrisiko.
Sinnvoll ist eine frühe, gemeinsame Bewertung von Bauteil, Werkzeug und Prozess. Gerade bei internationalen Lieferketten und externem Werkzeugbau spart eine klare technische Freigabelogik Zeit, Kosten und Missverständnisse.
Vor der Werkzeugfreigabe sollten mindestens diese Punkte sauber beantwortet sein:
- Bauteilfunktion: Wo verlaufen Hauptlasten, wo sind Bindenähte tolerierbar, welche Verformung ist zulässig?
- Werkzeugkonzept: Welche Bereiche brauchen verschleißfeste Einsätze, welche Oberfläche ist realistisch, wie wird temperiert und entlüftet?
- Serienfähigkeit: Welche Prozessfenster sind robust, welche Merkmale werden geprüft, wie werden Erstbemusterung und Änderungsstände dokumentiert?
Wenn diese Fragen früh geklärt sind, wird glasfaserverstärkter Spritzguss planbar. Nicht perfekt auf dem Papier, aber stabil in der Serie. Genau darauf kommt es bei technischen Kunststoffteilen am Ende an.